行业应用

400-888-5135
3nh@3nh.com

POE塑料颗粒的色差,肉眼判断根本不靠谱——细微的明暗、色偏差异,人眼很容易忽略,但下游客户却会严格卡标准。今天就结合一组真实实测数据,聊聊如何用TS8216分光测色仪,精准检测POE塑料颗粒色差,读懂Lab数值,告别凭感觉判色。
先明确核心:POE塑料颗粒(如改性、注塑用)的色差管控,关键是用专业分光测色仪量化颜色差异,而TS8216就是专为塑料、颗粒类样品设计的精准测色设备,操作简单、数据精准,能直接给出Lab数值和色差值,避免肉眼误判。
先上真实检测数据(标样vs试样),也是很多工厂常见的不合格案例,大家可以对照参考:
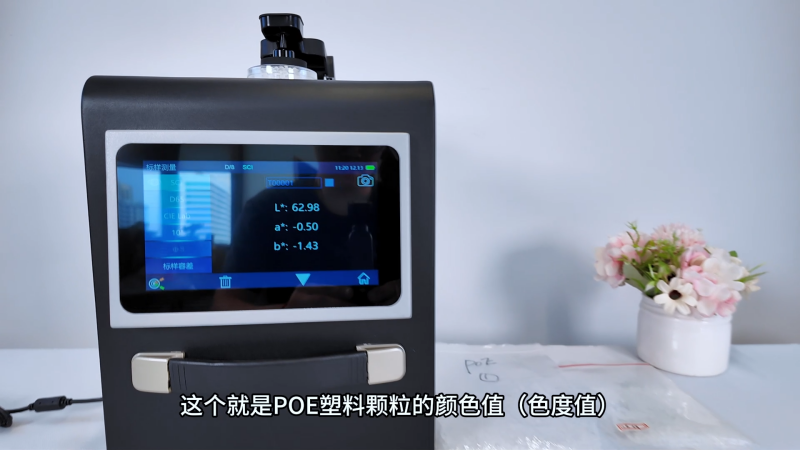
标样测量数据(基准):L*=62.98、a*=-0.50、b*=-1.73
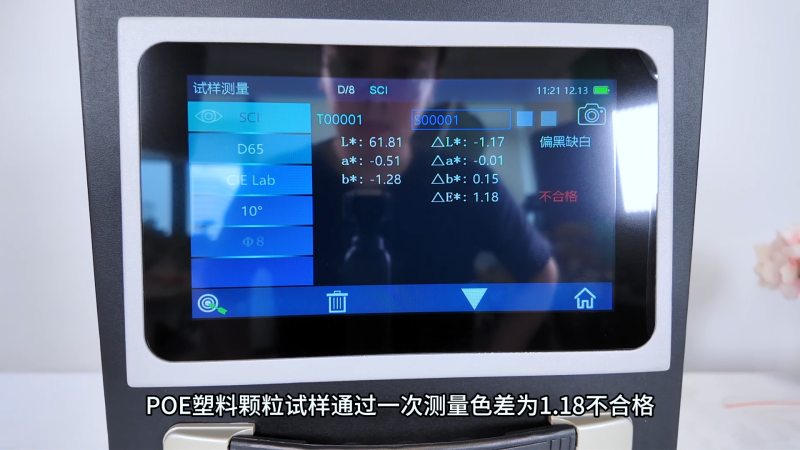
试样测量结果(待测):L*=61.81、a*=-0.51、b*=-1.28
色差差值:ΔL*=-1.17、Δa*=-0.01、Δb*=0.15、总色差ΔE=1.18 → 检测不合格
可能有人会疑惑:肉眼看差不多,怎么就不合格了?其实答案全在这组Lab数值和色差值里,TS8216的核心价值,就是把“肉眼看不出的细微色差”,转化为可量化、可分析的数据。
不管是POE颗粒,还是其他塑料、涂料,分光测色仪的Lab数值逻辑都一样,TS8216给出的这组数据,拆解后非常好理解:
1. 单个Lab数值(标样/试样):
- L*(明亮度):0-100,数值越大越浅越白,越小越深越黑。标样L*=62.98,试样L*=61.81,说明试样比标样偏暗。
- a*(红绿轴):正值偏红,负值偏绿。两者a*均为负值,且差值极小(Δa*=-0.01),说明红绿方向几乎无色差,可忽略。
- b*(黄蓝轴):正值偏黄,负值偏蓝。标样b*=-1.73,试样b*=-1.28,说明试样比标样偏黄(b*数值变大,黄色倾向增强)。
2. 色差差值(ΔL*、Δa*、Δb*、ΔE):
- ΔL*=-1.17:负号表示试样比标样偏暗(ΔL-=偏暗,ΔL+=偏白);
- Δa*=-0.01:差值极小,红绿方向无明显偏差;
- Δb*=0.15:正号表示试样比标样偏黄,偏差轻微但可量化;
- ΔE=1.18:总色差,综合了明暗、红绿、黄蓝的整体偏差。
很多人不清楚ΔE数值对应的合格标准,这里给大家普及POE塑料行业通用判定规则(也是TS8216默认的参考标准):
- ΔE 0-1:肉眼完全分辨不出,合格;
- ΔE 1-2:敏感人群能轻微察觉,普通肉眼难分辨,具体看客户标准;
- 多数POE塑料颗粒(尤其是高端改性、食品包装用),客户会要求ΔE≤1.0,因此ΔE=1.18,虽肉眼难辨,但仍判定为不合格。
这也是为什么必须用TS8216分光测色仪——肉眼无法捕捉ΔE=1.18的细微偏差,但仪器能精准量化,避免因“看起来差不多”导致批量返工、客户投诉。
POE塑料颗粒质地细腻、易反光,普通色差仪容易出现数据偏差,而TS8216刚好适配这类样品:
1. 精准度高:能捕捉到Δa*=-0.01这种细微偏差,避免漏判、误判;
2. 操作便捷:无需复杂校准,取样后直接测量,快速给出Lab数值和色差值,新手也能上手;
3. 适配性强:专门针对塑料颗粒、粉末类样品设计,可有效避免颗粒反光带来的测量误差,数据更可靠。
1. 每次生产前,用TS8216测量标样,锁定基准Lab数值;
2. 生产过程中,定期取样检测,对比ΔL*、Δa*、Δb*,精准判断色差偏向(如本次试样偏暗、轻微偏黄),及时调整配方;
3. 严格按照客户ΔE标准判定,不凭肉眼经验判断,避免批量不合格。
总结:POE塑料颗粒的色差管控,核心是“量化”而非“目测”。TS8216分光测色仪能把细微色差转化为清晰数据,帮我们精准找到色偏方向、判定合格与否,减少原料浪费和返工,让生产质检更高效、更靠谱。