行业应用

400-888-5135
3nh@3nh.com

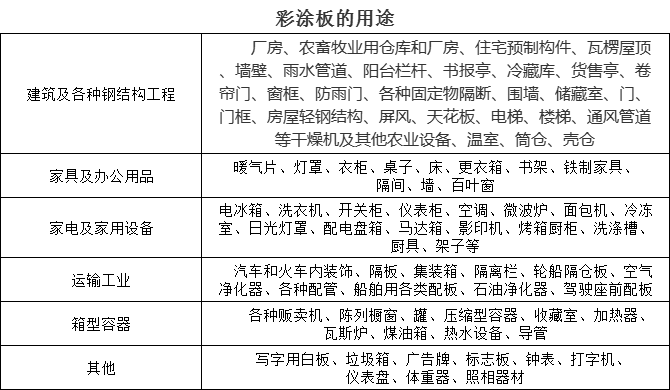
彩色涂层板,也称为也涂层板、有机涂层板或预涂钢板,广泛应用于建筑及各种钢结构工程、家具及办公用品、家电及家用设备、运输工业、箱型容器等行业(详细用途请参考文末表格)。为了确保外观颜色的一致性,必须进行色差检测。以下内容详细介绍了彩色涂层板色差的检测方法。参照文件《GB/T13448-2019》。

1.通则
本方法适用于彩涂板色差的仪器方法测定。
2. 原理
通过色差仪在国际照明协会(CIE)标准光源和标准观测条件下,测得参照样和试样的光谱数据,采用CIE颜色系统计算得到参照样和试样的三刺激值并采用选定的色度坐标计算得到试样与参照样的色差结果。
3. 试验装置和材料
3.1 色差仪
3.1.1 色差仪通常采用的几何结构分为定向型和积分球型两种。其中定向型几何结构通常分为45°/0°、0/45°和多角度色差仪等多种,积分球型几何结构通常分为d/8°和8/d两种。
3.1.2 色差仪应能满足在CIE标准光源和标准观测条件下,测定试样在400nm~700nm范围内的光谱数据。色差仪的几何机构、标准光源、标准色度观察者、颜色系统、计算用的色度坐标和检测面积不同,测得的色差值均会有差异。色差仪的几何结构与设备选型有关,一旦选定色差仪的几何结构则不可变化;而标准光源、标准色度观察者、颜色系统、计算用的色度坐标等检测参数可通过色差仪数据处理系统进行切换。
3.2 色差仪校准板/样
由色差仪供应商提供。
3.3 参照样
为供需双方认可的标准色板。参照样应在避光和试验室环境下保存,以避免颜色发生较大变化而影响测定结果。
4. 试样制备和试验环境
1.4.1试样尺寸应满足能覆盖色差仪测量孔径的要求,试样表面应平整、无油污、无损伤、边缘无毛刺。
1.4.2试验在试验室环境下进行。如有争议时,应将待测试样在温度为23℃士2℃,相对湿度为50%士5%的环境中至少放置24h后再进行试验。
5. 试验步骤
5.1 按照色差仪说明书的要求,开启色差仪,用色差仪校准板对仪器进行校准。
5.2 选择标准光源、标准色度观察者、颜色系统、颜色计算标尺和观察孔径等检测参数。在选定的检测参数条件下测定参照样的三刺激值,然后在同样的检测参数条件下测定试样三刺激值,色差仪的数据处理系统即可按照选定的色度坐标计算得到色差值。
5.3 色差仪几何结构、检测参数条件的选择应供需双方协商一致。
6. 结果的表示
试样与参照样的色差值可用式(1)计算:
AE'=[(AL")2+(Aa")2+(Ab)]2……(1)式中:
AL‘=Li-L;Aa'=ai-a。;Ab=bi-b5;Li,ai和bi为试样的色度坐标值;L;,a;和b。为参照样的色度坐标值。
如果:
a)AL‘为正值,试样比参照样偏亮;b)AL‘为负值,试样比参照样偏暗;c)Aa‘为正值,试样比参照样偏红;d)Aa“为负值,试样比参照样偏绿;e)Ab‘为正值,试样比参照样偏黄;f)Ab为负值,试样比参照样偏蓝。
色差以△E或△E'、AL、Aa'、Ab’表示。3个不同测量部位涂层色差的算术平均值,即为该试样的色差。色差结果的表示也可由供需双方协商。
7. 试验报告
试验报告应包括下列内容:
a)采用的试验标准和协商条款;b)仪器型号,使用的几何构造,选择使用的仪器条件(标准光源、标准色度观察者、颜色系统、色度坐标和观察孔径);c)试样信息;d)试验结果;e)试验日期和试验人员。